Este manual foi elaborado com o intuído de orientar quanto aos procedimentos operacionais a serem aplicados em canteiros de obras para a protensão de tirantes.
A execução das protensões, deve seguir as instruções do projeto de contenção, contemplando as orientações do projetista em conformidade com a NBR 5629/2018.
1 – Aços para Protensão
Os aços para concreto protendido são fabricados no Brasil desde 1952 pela Belgo Bekaert Arames dentro dos mais elevados padrões de qualidade atendendo as especificações quanto aos limites de escoamento e ruptura, bem como, os alongamentos previstos.
As características para fios de protensão aliviados (RN) e estabilizados (RB), devem atender as Normas da ABNT 7482, ASTM A 421 e BS 2691.
Se existir alguma dúvida sobre as características do aço, o mesmo deverá ser submetido a ensaios para assegurar suas características mecânicas. Os resultados obtidos no ensaio de tração, alongamento e limite de ruptura, devem então ser comparados com as características fornecidas pelo fabricante.
2 – Quanto ao Transporte das Bobinas
Cuidados especiais devem ser tomados no transporte do aço entre a usina e o distribuidor, assim como, entre o distribuidor e o canteiro de obras, devendo o acondicionamento ser feito de modo a oferecer condições seguras, para que a bobina não sofra danos. Da mesma forma, a bobina de aço deve ser coberta por lona durante o transporte, afim de se evitar contato com água, para não desencadear processo corrosivo.
3 – Detalhes do Recebimento do Aço
Verificar se o peso informado na nota fiscal é o mesmo indicado na plaqueta de identificação Arcelor que vem afixada à bobina, guarde esta etiqueta ela contém informações importantes sobre a fabricação, Tipo do Aço e Diâmetro, Lote / Nº da Ordem de Fabricação, Comprimento e Peso líquido recebidos.
Verificar se o aço não apresenta danos superficiais, oxidação ou oleosidade, aspectos esses, que podem prejudicar não só o desempenho sob carga como a aderência com calda de cimento.
4 – Estocagem das Bobinas
Certificar-se que as bobinas sejam acondicionadas em local coberto, na impossibilidade cobrir com lona Impermeável. Distante de produtos químicos voláteis, cujos vapores que possam promover a oxidação do aço. Manter uma distância mínima entre a bobina e o solo de no mínimo 30 cm.
Caso a armazenagem das bobinas possa se estender por um período mais longo, poderá ser necessária a utilização de uma proteção superficial à base de óleo mineral solúvel, por exemplo o Dromus BL – Shell ou similar;
5 – Montagem dos Tirantes
Evitar que a cordoalha após o corte, seja arrastada sobre superfícies abrasivas.
O corte do aço só poderá ser feito a frio, com utilização de uma lixadeira/esmerilhadeira manual com disco de corte, ou uma máquina policorte; É vedada a utilização de maçarico para o corte, pois isso alterará as propriedades físicas do aço por aquecimento.
Procure iniciar o corte pelos cabos mais longos a fim de minimizar perdas na bobina.
Na bancada observar se os fios da cordoalha apresentam dobras ou torção (o endireitamento do aço é proibido).
Se houver pontos de oxidação instalados, esses devem ser removidos através de lixamento mecânico com escovas de aço rotativas ou manual, deixando a superfície polida e livre de corrosão.
A superfície dos cabos deve estar isenta de óleo, graxas ou qualquer outro material que possa prejudicar a aderência dos cabos com a calda. Para remoção, utilizar solvente e estopa;
No caso dos tirantes para ancoragem, o trecho livre que é recoberto por tubete de PEAD (espaguetinho), deve ser estanque à entrada de calda de cimento das injeções. Para tal, a ponta do tubete na divisa entre o trecho livre e o ancorado deve ser vedada com uso de fita adesiva plástica reforçada com trama de poliamida tipo TECTAPE FLEX 48mm ou similar.


6 – Utilização de Bainhas Coletivas
A bainha coletiva, conforme o item C.4.- Barreiras Anticorrosivas, vide NBR 5629/2018, deverá ser definida pelo projetista a partir das informações recebidas sobre o grau de agressividade do maciço, devem ser resistentes à degradação e serem estanques à calda de injeção, portanto entre o trecho livre e o ancorado devem receber vedação interna ao tubo, composta de poliuretano expansível mais fita adesiva reforçada, tipo TECTAPE FLEX 48mm.
7 – Orientações Gerais Sobre o Processo de Montagem para Protensão
7.1 SEGURANÇA
Demarcar uma área de segurança a fim de permitir apenas a permanência de colaboradores treinados e envolvidos na atividade de protensão, junto do equipamento durante o processo.
Nunca permitir o posicionamento de colaboradores ou trafego de equipamento no alinhamento do cilindro hidráulico (atrás) durante a operação de protensão. Há o risco de rompimento de cordoalha sob tensão durante o processo, podendo gerar grave acidente.
7.2 BLOCOS, CLAVETES E PLACAS
- A utilização de blocos de ancoragem com clavetes de outro fabricante ou vice-versa, pode gerar incompatibilidade no processo de protensão, pois ambos fazem parte de um SISTEMA DE ANCORAGEM que, juntamente com os acessórios do cilindro foram dimensionados para funcionarem em conjunto;
- Jamais reutilizar clavetes;
- Jamais utilize num mesmo bloco de ancoragem, clavetes de dimensões ou fabricantes diferentes;
- Verifique previamente se os clavetes a serem utilizados são NOVOS, se não possuem deformidades do tipo trincas ou com ranhuras internas defeituosas, se estão isentos de sujeira, graxa ou óleo aderidos, em caso contrário, NÃO UTILIZE essa peça na protensão dos tirantes;
- Verificar se as placas de apoio estão centralizadas, isto é, com o furo central centralizado no tirante, de forma que as cordoalhas ao serem tensionadas não encostem nas bordas internas gerando risco de rompimento por atrito;
- Verificar se os blocos de ancoragem estão isentos de sujeira e sem irregularidades, em especial dentro dos cones de alojamento dos clavetes;
7.3 – VERIFICAÇÕES DO CONJUNTO DE PROTENSÃO HIDRÁULICO
- Verifique previamente, se o curso do pistão do cilindro hidráulico a ser utilizado é compatível com as deformações previstas para o tirante durante o ensaio;
- Verifique se que o manômetro está com a calibração dentro da validade, através de adesivo especifico fixado ao corpo do mesmo devendo acompanhar ainda, o certificado de aferição emitido;
- Verifique se a bomba e o cilindro hidráulicos estão em perfeito estado de funcionamento, certifique-se que o nível de óleo da bomba esteja no nível operacional correto, caso contrário, complementar com o óleo hidráulico recomendado pelo fabricante da bomba. Nunca fazer mistura de óleo ou utilizar óleo usado contaminado, sob pena de dano severo aos componentes da bomba;
- Verifique se as mangueiras hidráulicas estão conectadas nas posições corretas de entrada e retorno do cilindro hidráulico; Antes da conexão, limpar as conexões/engates rápidos com pano limpo, para evitar a contaminação do sistema com partículas de solo;
- Verifique se a Área do cilindro hidráulico, normalmente gravada em baixo relevo no corpo do cilindro, é compatível com a informação fornecida pela locadora do equipamento e/ou descrita no Certificado de Aferição quando houver;
7.4 – PREPARO DOS CABOS E VERIFICAÇÃO DE CURA DAS INJEÇÕES
- Certifique-se de que a última fase de injeção de calda aplicada ao tirante, tenha atingido o tempo de cura compatível com o cimento utilizado, de forma a adquirir a resistência mínima à compressão, bem como, aderência necessária para a execução do ensaio de protensão;
- Tempos de Cura: Utilizando o cimento CP II 32 = 7 dias e para o CP V-ARI = 4dias;
- As cordoalhas na extremidade externa do tirante (rabicho), devem estar limpas, isentas de nata de cimento, oxidação excessiva, oleosidade, a fim de garantir a perfeita aderência clavete x cordoalha, sobretudo na região junto ao bloco. Limpe com água ou com solvente como garantia;
- Ao instalar o tirante, deixe o rabicho externo com comprimento L= 1,00 m a partir da face da cortina ou do paramento. Para cortinas provisórias, onde serão utilizadas longarinas metálicas, o comprimento do trecho externo deverá ser L= 1,50m para possibilitar a instalação da longarina mais o acoplamento do cilindro e seus acessórios;
7.5 – MONTAGEM DO SISTEMA DE PROTENSÃO, CILINDRO E ACESSÓRIOS
- Certifique-se de que a instalação do cilindro hidráulico, clavetes e pé de cravação estejam perfeitamente apoiados no bloco evitando-se desta forma que ao iniciar a protensão alguns cabos sejam esticados antes dos demais.
- Sempre deixe o pistão do cilindro aberto cerca de 15mm, antes de fixar os clavetões, pois esse recuo pode ser necessário para o desalojamento completo dos clavetões após a protensão;
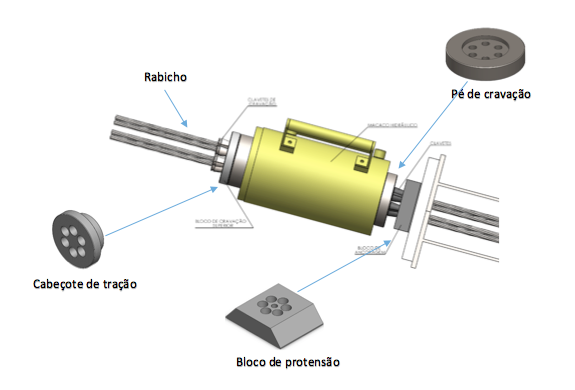
- Instale o bloco de protensão, tomando o cuidado de inserir os cabos sem ocorrer entrelaçamento, isto é, mantendo o alinhamento retilíneo dos cabos que saem da cortina;
- Instale os clavetes, fixando-os ao bloco com auxílio do “martelinho” de cravação;
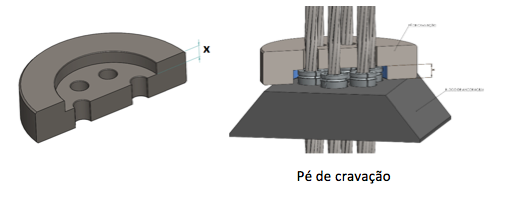
- Instale o pé de cravação com a face do rebaixo voltada para os clavetes. Dá mesma forma anterior, não torcer as cordoalhas mantendo o mesmo alinhamento de saída do bloco. Para clavetes e bloco Incotep para cordoalhas de 12,7mm, a altura do rebaixo do pé de cravação é de 8,5mm, este rebaixo é fundamental e foi dimensionado para que a cravação dos clavetes ocorra da forma correta. Vide figura abaixo.
- Utilize parafina no lado externo dos CLAVETÕES, ou seja, clavetes de tração do cabeçote do cilindro, para facilitar sua remoção após o ensaio;
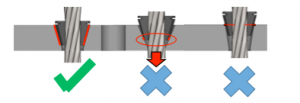
7.6 – FORMA CORRETA DA MONTAGEM DO CILINDRO E ACESSÓRIOS NO TIRANTE
- É ERRADO montar o cilindro elevando-o com a ajuda de alguns clavetões (clavetes de tração), para alinhá-lo com o ângulo do tirante.
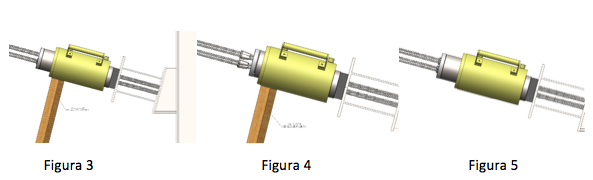
PROCEDIMENTO CORRETO É:
- Instalar o bloco, clavetes, pé de cravação, cilindro, cabeçote de tração e os clavetes de tração (clavetões), posicionando o conjunto no mesmo alinhamento do tirante e apoiando o todo com um pontalete de madeira;
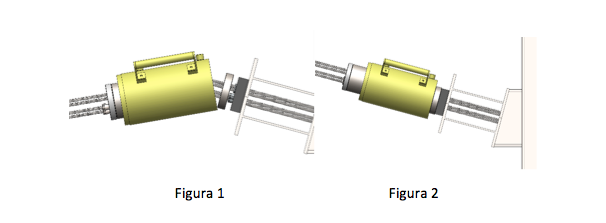
- Acione a bomba posicionando o cilindro (figura 3);
- Mantendo o cilindro apoiado, recue o pistão do cilindro a fim de aliviar os clavetes de tração, reposicionando-os novamente nos alojamentos de forma correta (figura 4 e 5);
- Acione o cilindro, leve até a carga Inicial Fo, retire o apoio e inicie a protensão e/ou ensaio;
- Dessa forma, ao se iniciar a protensão, todas as cordoalhas estarão com o mesmo nível de tensão.
NOTA: Para execução dos ENSAIOS DE RECEBIMENTO, utilizar o dispositivo tipo U entre o bloco e o pé de cravação.
7.7 – Corte do trecho externo, rabicho após a protensão
- Para Tirantes Definitivos, após o término dos ensaios de recebimento e a protensão para Incorporação de carga, deverão ser elaborados os respectivos boletins de protensão e apresentados ao cliente/projetista para aprovação e liberação para corte do rabicho.
- Estando o tirante liberado, executar o corte do rabicho, deixando aproximadamente 4 cm de ponta após a face do clavete. O corte deverá ser feito a frio, com emprego de disco de corte e lixadeira.
- Para Tirantes Provisórios, após a incorporação da carga, as cordoalhas do rabicho externo remanescentes deverão ser reunidas em único feixe, presas com arame recozido e melhor ainda, se envolvidas em sacos de cimento vazios. Essa providência visa preservar os cabos contra choques com equipamentos durante as escavações, evitando que os fios das cordoalhas se desenlacem (“descabelem”) assim como, entrem em processo de corrosão acentuada, impedindo eventual REPROTENSÃO caso necessário;
- Impactos nas cordoalhas causados por caçambas de escavadeiras por exemplo, podem fazer com que os clavetes se afrouxem no seu alojamento, resultando em perda parcial ou mesmo total da carga de protensão.
7.8 – Sobre a Reutilização de Blocos de Ancoragem
É possível a reutilização dos blocos de ancoragem mais de uma vez. No entanto é preciso que sejam observadas algumas premissas, quais sejam:
É primordial a limpeza dos blocos com lavadora de alta pressão utilizando água quente. Caso os blocos estejam muito oxidados, em especial no interior dos alojamentos cônicos dos clavetes, o ideal seria submetê-los a um processo de decapagem, o qual visa a remoção de oxidações e incrustações;
Após a limpeza, fazer inspeção individual dos blocos quanto a deformações ou empenamentos com ênfase para a verificação do interior dos alojamentos dos clavetes. Essa verificação, deve buscar anomalias, deformações, irregularidades dimensionais ou rugosidades excessivas, que possam comprometer ou impedir o desempenho dos clavetes;
Caso sejam verificadas as anomalias citadas anteriormente, os blocos devem ser condenados e descartados.
Blocos aprovados devem receber camada protetiva contra corrosão e acondicionados em local coberto.
Enfatizamos que o reaproveitamento de clavetes é inaceitável e pode acarretar perdas de toda ordem.