














Enfilagem Convencional
O sistema de enfilagens tubulares, é capaz de aumentar a estabilidade e a segurança na área de trabalho, estabilizando não só a região da calota, mas refletindo também na estabilidade frontal, mitigando com isso as deformações no maciço induzidas pela escavação.
Trata-se de um sistema de fácil execução, sendo esta uma das principais vantagens, devido ao tipo e custo dos equipamentos utilizados na instalação (Jumbo de Perfuração) e a baixa especialização dos operários, adaptando-se perfeitamente as variações das condições geológicas.
Descrição
Produtos relacionados


Mais Informações
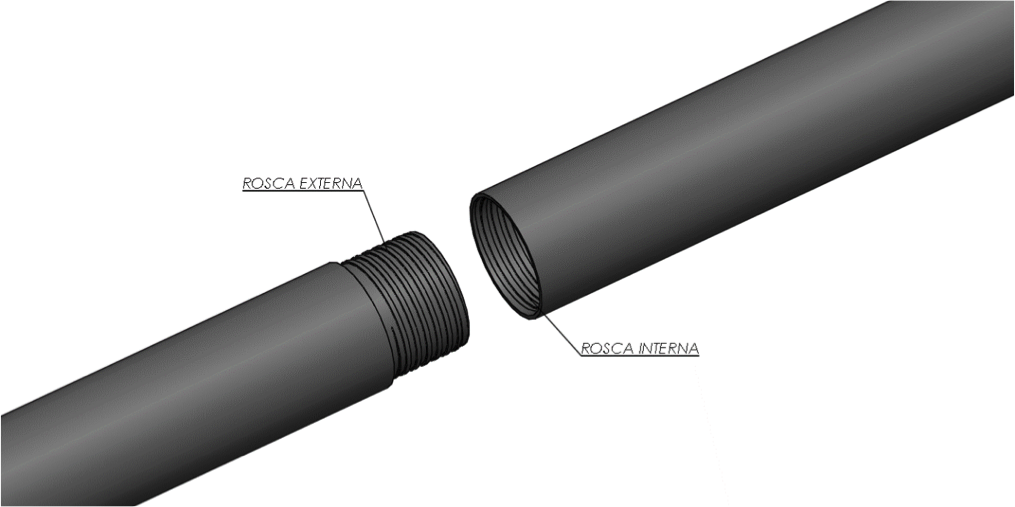
Para se atingir os comprimentos especificados em projeto as extremidades dos tubos são usinadas para possibilitar as emendas que podem ser feitas através de solda ou, mais comumente, através de roscas macho-fêmea.
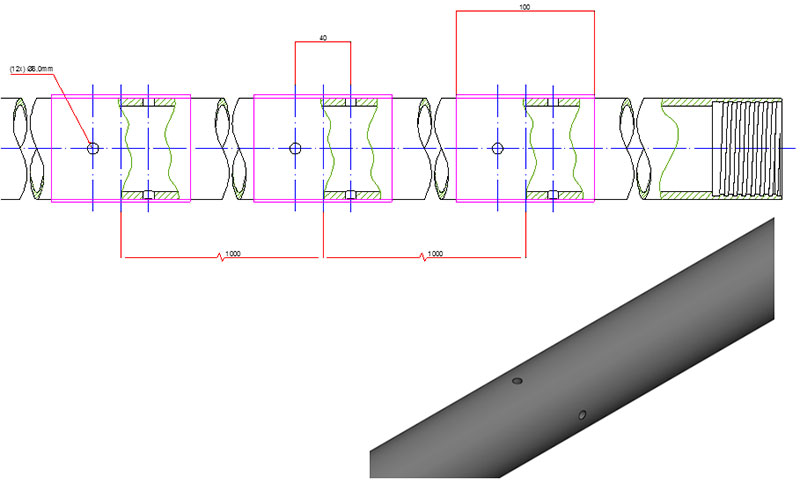
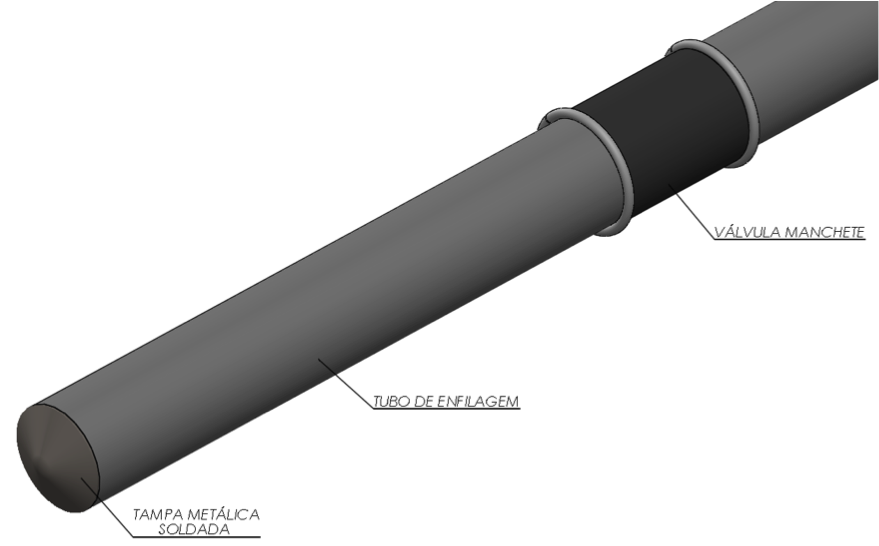
Ao longo do comprimento dos tubos são executadas perfurações que podem ser a cada metro ou a cada 0,50m a critério do projeto, com a finalidade de instalação das válvulas tipo manchete de borracha para execução da injeção de calca de cimento. Como padrão são executados 04 furos de forma cruzada em uma única seção defasados de 5cm, que ao serem recobertos pelo tubete de borracha formam a válvula tipo manchete.
Em ambas extremidades de cada válvula manchete são soldados anéis metálicos que tem a função de impedir que as válvulas se desloquem durante a instalação do tubo de aço no maciço.
A ponta do tubo do primeiro segmento a ser instalado, é tamponada em forma de cone, para facilitar sua introdução na perfuração. Em alguns projetos são solicitadas ainda a instalação de centralizadores na tubulação a ser instalada.
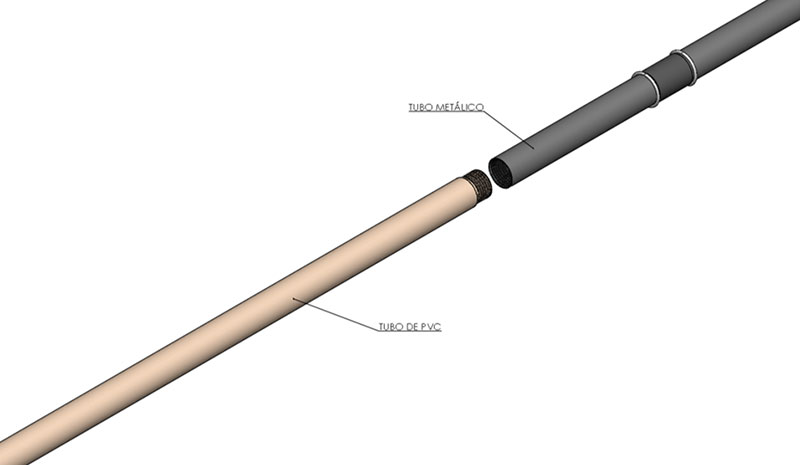
Na extremidade oposta, ou seja, o último segmento que compõe o tubo enfilagem, este será de PVC rígido com rosca, com comprimento de 3,0m e diâmetro similar ao do tubo metálico.
O tubo de PVC, situa-se na zona de traspasse da enfilagem, servindo para guiar o obturador de injeção e por estar instalado na ainda dentro da seção de escavação do túnel, é quebrado para inserção das cambotas uma a uma até que a enfilagem (aço) fique acima da seção mencionada.
Desta forma, esse último segmento não tem função “estrutural”.
Processos de Instalação
Perfuração
A perfuração prévia é feita com máquina perfuratriz hidráulica ou pneumática, capaz de perfurar em qualquer ângulo e direção, com torque mínimo de 400 Kgf.m e força de avanço capas de perfurar furos revestidos integralmente ou não. Costumam ser usadas brocas do tipo tricone, com diâmetro de pelo menos 4 polegadas. Deve-se tomar o cuidado para que as furações sejam feitas por processos que minimizem a alteração do estado natural de consistência ou compacidade do terreno. Para tanto o avanço da ferramenta de perfuração e a pressão de água injetada, bem como os procedimentos para garantir a estabilidade ou a contenção das paredes do furo, deverão ser controlados. Todo o processo de perfuração deve ter seu desenvolvimento acompanhado e registrado em boletins específicos que forneçam o histórico do furo, para identificação do maciço atravessado, bem como as ocorrências observadas, tais como perdas d’água localizadas ou falhas ou vazios identificados.

Instalação dos tubos
Ao final da execução da perfuração, o tubo é transportado manualmente da área de montagem até o local da perfuração. A introdução do tubo e a sua instalação devem ser feitas de forma lenta, porém continua. Normalmente se utiliza o equipamento de perfuração para auxiliar na instalação do tubo, porém com critério, sem aplicação de pull-down (força de avanço) excessivo.


Injeção das enfilagens
A injeção das enfilagens, visa o correto preenchimento do espaço anelar entre o tubo de aço e a perfuração executada, visando incorporar/ solidarizar o elemento de aço ao maciço para a correta transferência ou absorção de cargas pela enfilagem.
Em caso de maciços muito fraturados, a injeção de calda sob baixa pressão e volume, pode ser componente importante na estabilização de blocos e preenchimento de fraturas, podendo refletir também na redução da permeabilidade do maciço atravessado. A fase primeira de injeção ou bainha é executada com obturador simples, através no interior do tubo de enfilagem, na primeira manchete (fundo).
Obturador Hidráulico Simples
Na sequência, decorrido um intervalo de tempo entre 2 e 3 horas, executa-se a limpeza do interior do tubo de enfilagem, mediante introdução de uma coluna de PVC no interior de cada um deles, promovendo a circulação de água para limpeza da calda remanescente da bainha, primordial para a sequência das injeções sem travamentos do obturador.
Prossegue-se então, com a injeção, manchete a manchete, observando-se um intervalo de tempo entre 8 e 10hs horas após a aplicação da bainha. Inicía-se a nova fase de injeção com pressão e volume controlados, chamada de primária. A Injeção primária então, manchete a manchete é executada com volume e pressões controladas, através de obturador duplo que permite a injeção das manchetes individualmente.

Obturador Hidráulico Duplo